
Project Description
Key information
Project in the Spotlight: S17024a/P16-46
Market: Additive Manufacturing
Written by M2i Program Manager: Viktoria Savran
Introduction
Large engineering structures like turbines, metallic bridges, or industrial machinery are generally still manufactured by traditional processes such as forging, casting, welding, bolting, or machining them from solid blocks. Additional manufacturing steps will be needed for the local control of material properties to achieve a specific function like anti-corrosion, optimized strength, or desired hardness. Additive manufacturing (AM) has opened up a new realm of material design possibilities for reducing manufacturing costs. Wire Arc Additive Manufacturing (WAAM) can potentially produce fully dense metallic structures with virtually no porosity, but there are still challenges to be solved. M2i together with TU Delft and RAMLAB initiated an ambitious, fundamental research programme designed to overcome the barriers limiting the full exploitation of wire and high energy source based additive manufacturing processes.
Project goal and outcomes
In AiM2XL focus is laid on the additive manufacturing of large-scale (∼ 1 to > 10 m) metallic components. To ensure the structural integrity of the parts, a rigorous understanding of the material processing techniques, the resulting microstructural characteristics, residual stresses, and mechanical properties is required. Multiple process-related factors influence the material properties, including metallurgical composition and the thermal-mechanical history. Various empirical studies have been performed on the consequences of process parameters on the resulting microstructure and, thereby on the resulting mechanical properties. Only a few studies have so far attempted to capture these effects in computational models quantitatively. In the AiM2XL research pgrogramme, the focus is on two classes of steels that are widely used in engineering applications, namely Stainless steel and High Strength Low Alloy (HSLA) steels.
Vibhas Mishra, in his research project S17024a within the AiM2XL programme, worked on establishing the relationship between design, process, and resultant mechanical properties and further used this relation for structural design optimization. The goal of his project was to improve the manufacturability and mechanical performance of the WAAM-manufactured structures through Topology Optimization (TO). TO is a computational design tool through which the optimal geometric layout of a component with enhanced mechanical performance is determined. To achieve this, Vibhas developed computationally efficient mathematical models which relate the manufacturability and mechanical performance of WAAM parts to the part geometry. The optimal part geometry is then found through Topology Optimization to achieve the required manufacturability and mechanical performance. Three outcomes of Vibhas’ research are discussed here, aiming at 1) WAAM manufacturability, 2) exploiting material anisotropy, and 3) controlling material properties.
Firstly, the manufacturability of a design through WAAM depends on the geometrical complexity of the part layout. The designs obtained by conventional TO are typically exceedingly complex and consist of many defect-prone thin intersections unsuitable for WAAM. The thin intersections were restricted using a novel stress state-based mathematical indicator developed during the research to identify thin intersections to generate topology optimized designs suitable for WAAM (Figure 1). This method was also extended to multi-load case scenarios and 3D problems.
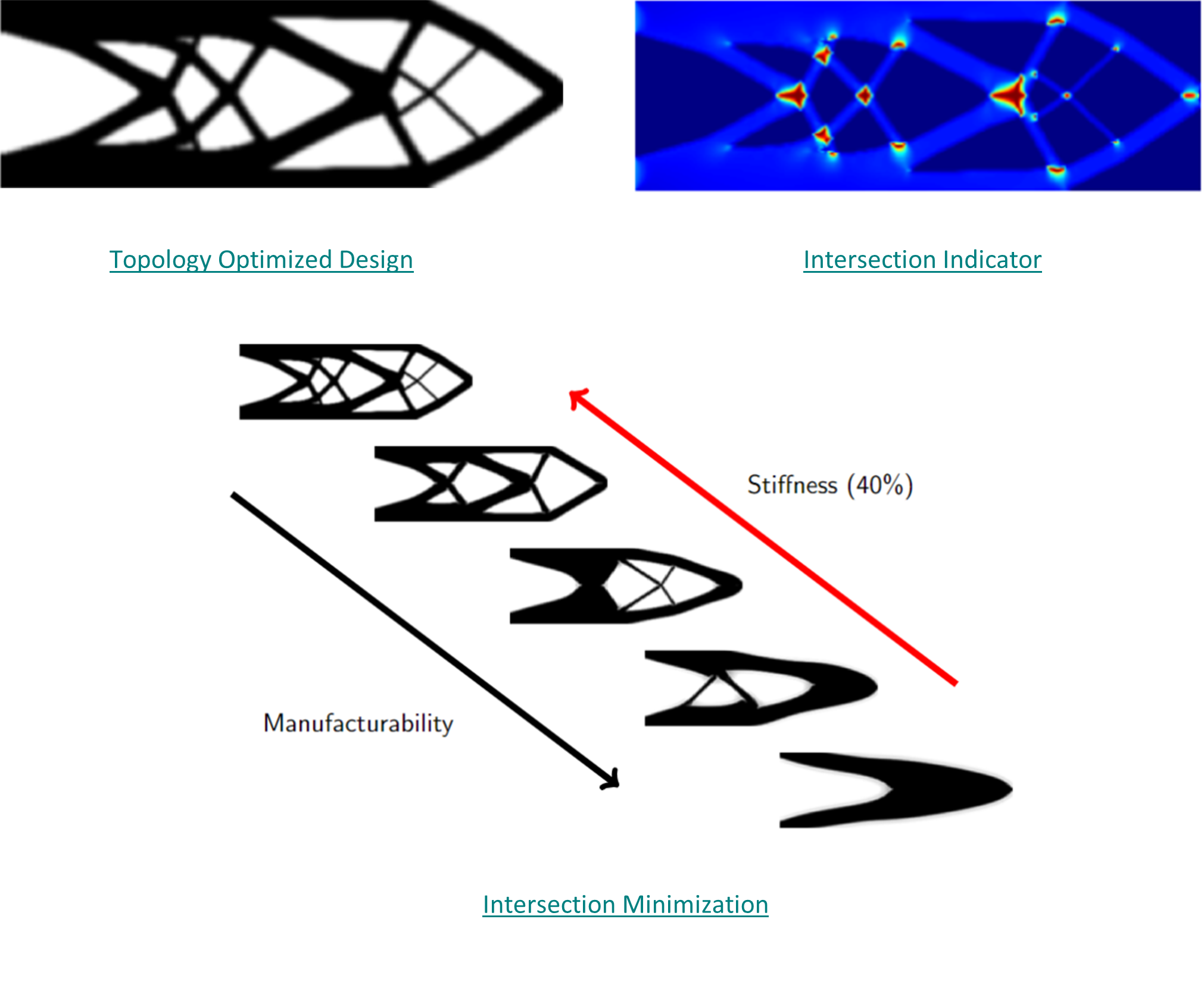
Figure 1. Intersection Identification and Minimization in Topology Optimization
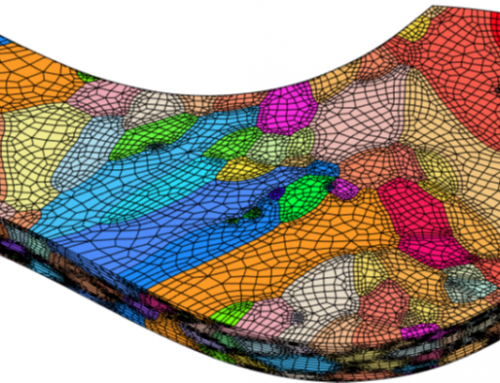
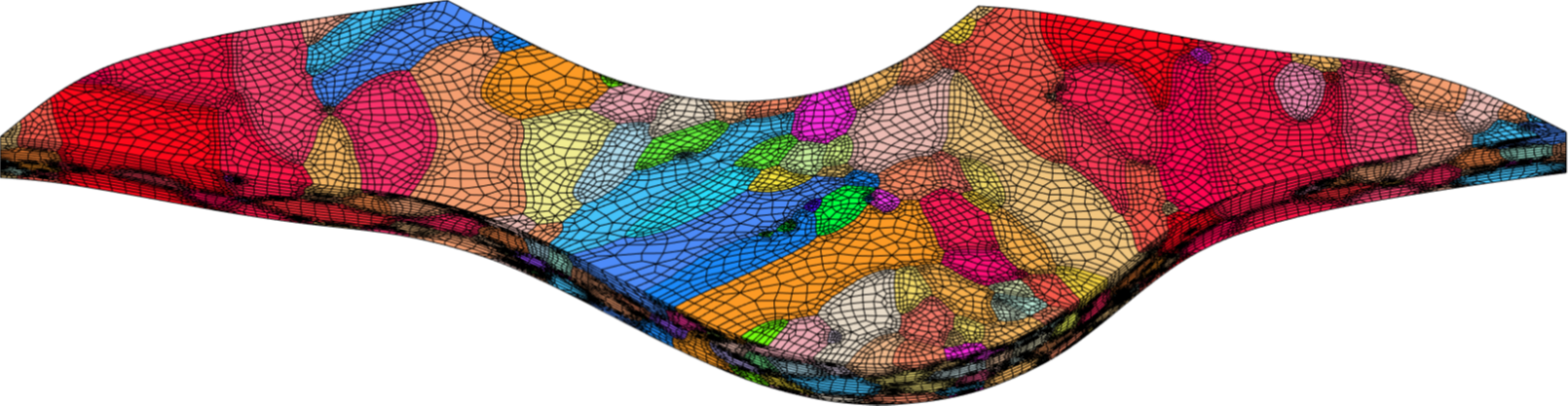
Secondly, the stainless steel structures manufactured by WAAM show remarkable anisotropy in Young’s Modulus and Yield Strength. For instance, Young’s modulus is 50% higher at an angle of from the deposition direction compared to the the Young’s modulus in the deposition direction. This anisotropy is due to the textured microstructure in this stainless steel. An anisotropic material model was therefore integrated into the TO framework. The part layout and deposition directions were optimized simultaneously to generate designs with maximum stiffness. The results show that a 50% improvement in stiffness can be obtained by aligning the maximum stiffness direction of the material to the load path direction in the structure (Figure 2).
 Figure 2: Left: The part layout and deposition directions (red lines) of a cantilever beam loaded with a point load (blue arrow). Right: The black lines indicate the maximum stiffness direction of the material that is in line with the load path of the structure.
Figure 2: Left: The part layout and deposition directions (red lines) of a cantilever beam loaded with a point load (blue arrow). Right: The black lines indicate the maximum stiffness direction of the material that is in line with the load path of the structure.
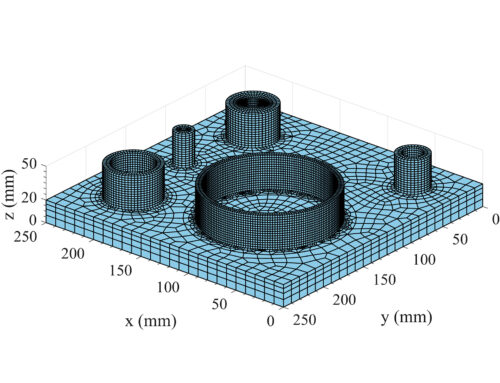
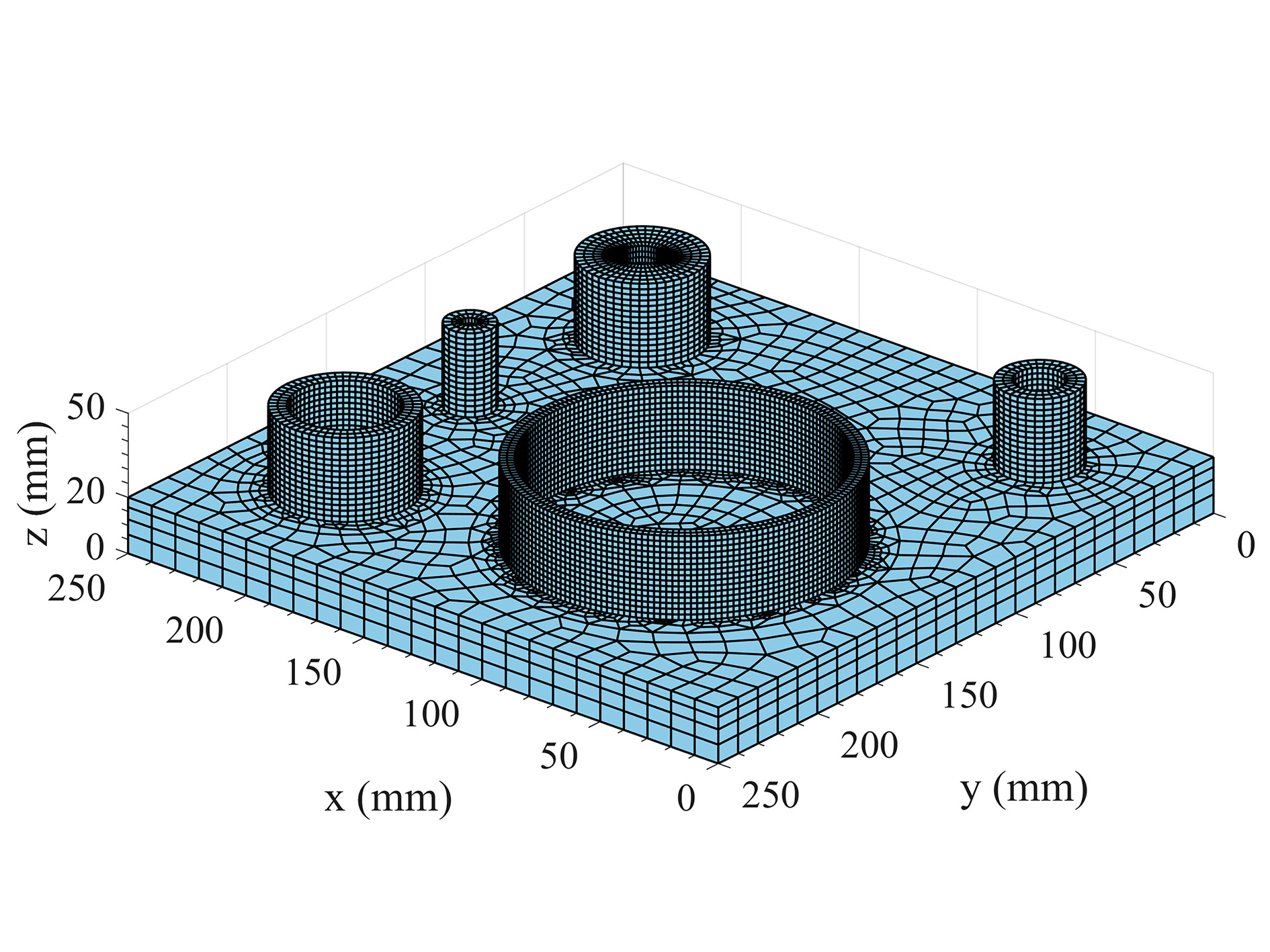
Thirdly, HSLA steel structures printed by WAAM undergoes solid-state phase transformations during the printing process. The transformations are dependent upon the cooling rate in the temperature range to . The solid-state phases formed at high cooling rates have high hardness, high yield strength, but low ductility, whereas phases formed at low cooling rates have low hardness, low yield strength, but high ductility. The control of the cooling rate between the temperature range would ensure the required solid-state phases at a specific material point. The cooling rates depend on local design features. Therefore, the geometrical layout can be modified to control cooling rates. The challenge here is to identify which cooling cycle among many heating and cooling cycles is responsible for the phase transformation and thereafter isolate that deciding cooling cycle in a continuous and differentiable manner for the TO framework. A novel TO framework was developed to identify and control the critical cycle of cooling responsible for phase transformation. Through this framework, cooling time in the critical temperature range to ( ) of a specific design location can be controlled to get the required solid-state phase composition and yield strength (Figure 3).
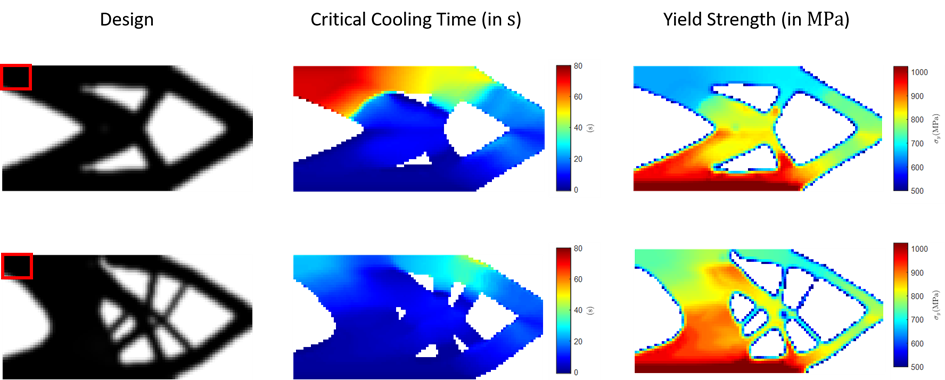
Figure 3: Top row: Topology Optimized design, corresponding critical cooling time and predicted yield strength. Bottom row: Optimized design with a constraint on cooling time in the control volume shown with the red rectangle, and corresponding critical cooling time and predicted yield strength.
The project S17024a got NWO-TTW funding (P16-46) in 2018-2022 as part of AiM2XL[1] programme. Vibhas Mishra has worked in the group of Prof. Fred van Keulen, co-supervised by Dr. Matthijs Langelaar and Dr. Can Ayas, and in close collaboration with Aravind Babu, who supported him with experimental input and validation. AiM2XL programme is coordinated by Prof. Fred van Keulen (TU Delft). Industrial company RAMLAB, next to financial support, supported the project with testing and validation at industrial environment.
[1] AiM2XL – Additive Manufacturing for Extra Large Metal Components – M2i – Materials innovation institute
| Vibhas Mishra | Wei Ya |
|---|---|
|
TU Delft |
RAMLAB |
 |
 |
| WAAM has the potential to control the local mechanical properties of a 3D printed product by varying the microstructure through the temperature history at each material point. This particular goal of AiM2XL program is now a reality. Our research shows that specific control of mechanical properties can be achieved by design optimization. I am excited to see my designs get printed and find applications in real life scenarios. I am grateful to everyone who contributed to this research. |
To meet the sustainable and economic driven society developments, novel manufacturing process should be starting and including the design of the parts. Topology Optimization is such a tool that will help us in the future smart manufacturing. We thank Vibhas Mishra and the contributions from his team at Delft University of Technology for working together for a bright future. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}